

Giới thiệu
CRA (Ăn mòn hợp kim kháng) ống thép mạ hoặc lót là một loại ống composite được sử dụng trong các ngành công nghiệp khác nhau như dầu khí, Hóa chất, và hóa dầu. Những ống này được tạo ra bằng cách liên kết một lớp vật liệu CRA với bề mặt của ống thép carbon. Lớp CRA cung cấp khả năng chống ăn mòn tuyệt vời, trong khi thép carbon cung cấp sức mạnh và độ bền. Bài viết này sẽ thảo luận về việc lựa chọn vật liệu, tiêu chuẩn rõ ràng, chế tạo, và thử nghiệm ống thép phủ hoặc lót CRA.
Lựa chọn vật liệu và thông số kỹ thuật tiêu chuẩn cho ống bọc hoặc lót?
lựa chọn vật liệu
Việc lựa chọn vật liệu cho ống thép mạ hoặc lót CRA là rất quan trọng để đảm bảo ống’ hiệu suất và tuổi thọ. Lớp CRA thường được làm bằng hợp kim như hợp kim dựa trên niken, Titanium, hoặc ziriconi. Những hợp kim này cung cấp khả năng chống ăn mòn tuyệt vời trong môi trường khắc nghiệt như nhiệt độ cao, áp suất cao, và chất lỏng ăn mòn. Việc lựa chọn vật liệu CRA phụ thuộc vào ứng dụng cụ thể, chẳng hạn như loại chất lỏng, nhiệt độ, Áp lực, và nồng độ chất ăn mòn.
Việc lựa chọn ống thép carbon cũng rất cần thiết để đảm bảo độ bền và độ bền của ống. Cấp và độ dày của ống thép carbon phụ thuộc vào yêu cầu thiết kế, chẳng hạn như đánh giá áp suất, nhiệt độ, và tính chất chất lỏng. Lớp hoàn thiện bề mặt của ống thép carbon cũng rất quan trọng để đảm bảo liên kết thích hợp với lớp CRA. Bề mặt hoàn thiện không được rỉ sét, tỉ lệ, và các chất gây ô nhiễm khác có thể ảnh hưởng đến quá trình liên kết.
tiêu chuẩn rõ ràng
Thông số kỹ thuật tiêu chuẩn cho ống thép mạ hoặc lót CRA khác nhau tùy thuộc vào ứng dụng và ngành. Các tiêu chuẩn được sử dụng phổ biến nhất là API 5LD, ASTM A263, ASTM A264, ASTM A265, và ASTM B898. Các tiêu chuẩn này cung cấp hướng dẫn cho việc lựa chọn vật liệu, chế tạo, thử nghiệm, và kiểm tra các ống thép mạ hoặc lót CRA.
API 5LD là thông số kỹ thuật tiêu chuẩn cho ống thép mạ hoặc lót CRA được sử dụng trong ngành dầu khí. Tiêu chuẩn này bao gồm các yêu cầu đối với ống thép mạ hoặc lót liền mạch và hàn cho đường ống ngoài khơi và trên bờ. Tiêu chuẩn quy định các yêu cầu về vật liệu, QUY TRÌNH SẢN XUẤT, thử nghiệm, và thủ tục kiểm tra.
ASTM A263, ASTM A264, và ASTM A265 là các thông số kỹ thuật tiêu chuẩn cho các tấm thép mạ được sử dụng trong các ngành công nghiệp khác nhau. Các tiêu chuẩn này bao gồm các yêu cầu để liên kết một lớp vật liệu CRA với bề mặt của tấm thép carbon. Các tiêu chuẩn xác định các yêu cầu vật liệu, quá trình liên kết, thử nghiệm, và thủ tục kiểm tra.
ASTM B898 là thông số kỹ thuật tiêu chuẩn cho liên kết nổ của các tấm phủ. Tiêu chuẩn này bao gồm các yêu cầu liên kết một lớp vật liệu CRA với bề mặt của tấm thép cacbon sử dụng phương pháp hàn nổ. Tiêu chuẩn quy định các yêu cầu về vật liệu, quá trình liên kết, thử nghiệm, và thủ tục kiểm tra.
Có thể sử dụng nhiều loại vật liệu thép không gỉ và hợp kim màu phù hợp với yêu cầu nhiệt độ làm vật liệu ống bọc. Trong các ứng dụng công nghiệp thông thường, các vật liệu sau được coi là phù hợp làm vật liệu phủ:
thép không gỉ SS 304, ss 316, ss 317, SS410,
thép không gỉ,
Hợp kim thép 254 CHÚNG TÔI LÀ 904,
Hợp kim Incoloy 825, Hợp kim Inconel 59, Hợp kim Inconel 625,
Hastelloy C-276,
Hastelloy C-22,
Hastelloy B3,
Hoa Kỳ N0 8825, Hoa Kỳ N06625, CÁC N04400,
Hợp kim 31,
AL6NX,
Hợp kim 20,
Hợp kim Monel 400,
Zirconi,
Titanium, và
một số hợp kim đồng
Vật liệu ốp phải phù hợp với tiêu chuẩn ASTM A265, B898, B424, B443, B619, A240, A263, A264, B622, B675, B265, B551, vv. Độ dày của lớp CRA bình thường 0.25 mm 6 mm.
Sản xuất ống thép mạ hoặc lót CRA
Việc sản xuất ống thép mạ hoặc lót CRA bao gồm một số bước, bao gồm chuẩn bị bề mặt, liên kết, nhiệt khí, và hoàn thiện.
Chuẩn bị bề mặt
Việc chuẩn bị bề mặt của ống thép carbon là rất quan trọng để đảm bảo liên kết thích hợp với lớp CRA. Bề mặt không được rỉ sét, tỉ lệ, và các chất gây ô nhiễm khác có thể ảnh hưởng đến quá trình liên kết. Bề mặt thường được làm sạch bằng phương pháp phun mài mòn hoặc làm sạch bằng hóa chất.
liên kết
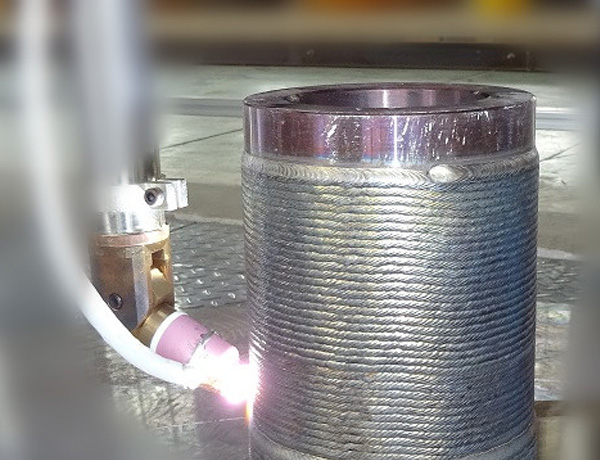
Quá trình liên kết bao gồm việc áp dụng một lớp vật liệu CRA lên bề mặt của ống thép carbon. Quá trình liên kết có thể đạt được bằng các phương pháp khác nhau, kể cả hàn nổ, liên kết cuộn, và liên kết luyện kim. Quá trình liên kết phải được thực hiện trong các điều kiện được kiểm soát để đảm bảo liên kết thích hợp và giảm thiểu các khuyết tật.
nhiệt khí
Quá trình xử lý nhiệt là cần thiết để đảm bảo liên kết luyện kim của lớp CRA với ống thép carbon. Quá trình xử lý nhiệt bao gồm làm nóng đường ống đến một nhiệt độ cụ thể và giữ nó trong một thời gian cụ thể. Quá trình xử lý nhiệt có thể được thực hiện bằng nhiều phương pháp khác nhau, bao gồm cả lò sưởi, nhiệt cảm ứng, và sưởi ấm điện trở.
Kết thúc
Quá trình hoàn thiện bao gồm làm sạch, sự kiểm tra, và lớp phủ của ống thép phủ hoặc lót CRA. Bề mặt của đường ống phải được làm sạch để loại bỏ bất kỳ chất gây ô nhiễm nào có thể tích tụ trong quá trình sản xuất. Đường ống phải được kiểm tra để đảm bảo rằng nó đáp ứng các yêu cầu quy định. Ống có thể được phủ bằng các vật liệu khác nhau, bao gồm epoxy, polyetylen, và polyuretan, để cung cấp bảo vệ bổ sung chống ăn mòn.
cách Kiểm tra và Kiểm tra Ống thép mạ hoặc lót?
Kiểm tra và Kiểm tra
Các thử nghiệm và kiểm tra các ống thép được phủ hoặc lót CRA là rất quan trọng để đảm bảo các đường ống’ chất lượng và hiệu suất. Các thử nghiệm và quy trình kiểm tra phải được thực hiện theo các tiêu chuẩn và quy trình được chỉ định.
Kiểm tra trực quan
Việc kiểm tra trực quan liên quan đến việc kiểm tra bề mặt của đường ống xem có bất kỳ khuyết tật nào không, chẳng hạn như vết nứt, độ xốp, hoặc tách lớp. Kiểm tra trực quan nên được thực hiện trước và sau quá trình liên kết.
Kiểm tra siêu âm
Thử nghiệm siêu âm liên quan đến việc sử dụng sóng âm thanh tần số cao để phát hiện bất kỳ khiếm khuyết nào trong cấu trúc của đường ống. Thử nghiệm siêu âm có thể phát hiện các khuyết tật như vết nứt, khoảng trống, và bao gồm.
Kiểm tra chụp X quang
Thử nghiệm chụp ảnh phóng xạ liên quan đến việc sử dụng tia X hoặc tia gamma để phát hiện bất kỳ khiếm khuyết nào trong cấu trúc của đường ống. Thử nghiệm chụp ảnh phóng xạ có thể phát hiện các khuyết tật như vết nứt, độ xốp, và bao gồm.
Kiểm tra thủy tĩnh
Thử nghiệm thủy tĩnh liên quan đến việc đổ đầy đường ống bằng nước hoặc chất lỏng khác và tạo áp suất cho nó đến một áp suất xác định. thủy điện
Sự khác biệt giữa ống bọc và ống lót
LÓT ỐNG – Giữa vật liệu của ống và LÓT ỐNG, có một liên kết cơ học được gọi là LÓT ỐNG. Chúng ta có thể hưởng lợi từ độ bền của thép carbon cũng như khả năng chống ăn mòn của vật liệu lót bằng cách đặt nó vào ống thép carbon. Cao su PTFE, kính, và FRP thường được sử dụng vật liệu lót (Nhựa gia cường sợi)
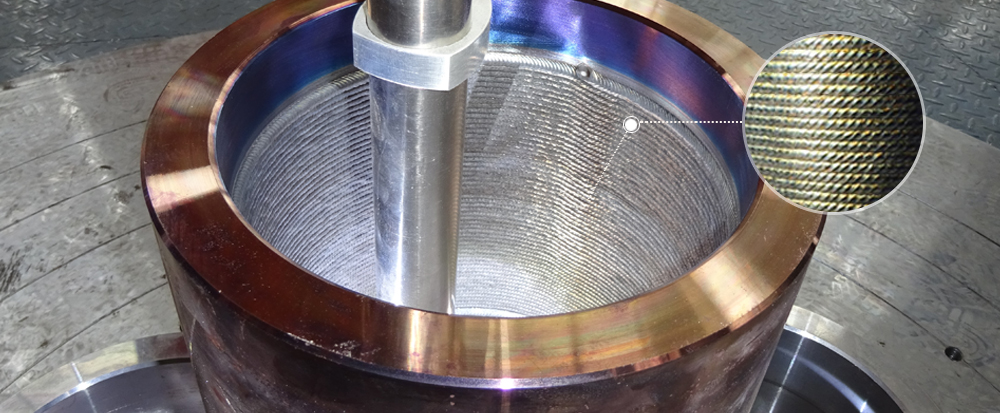
ống bọc – Nó là lưỡng kim và được làm bằng vật liệu cơ bản được kết nối bằng phương pháp luyện kim với hợp kim chống ăn mòn bên trong (CRA) Lớp.
| ống bọc | LÓT ỐNG |
| Tấm ốp được tạo ra bằng vật liệu kim loại. | Chất phi kim loại được sử dụng cho lớp lót. |
| Liên kết nổ hàn hoặc kỹ thuật lớp phủ. | việc sử dụng keo trong liên kết cơ học |
| thích hợp cho các ứng dụng nhiệt độ cao và áp suất cao. | Thông thường trong các ứng dụng áp suất thấp và nhiệt độ thấp |
| kinh tế đắt đỏ | tương đối rẻ hơn. |
| sản xuất khó khăn | Do các mối nối mặt bích, chế tạo đơn giản. |



bạn phải đăng nhập để viết bình luận.